
Il nostro prodotto è la boccia per il gioco della Raffa, patrocinato dalla FEDERAZIONE ITALIANA BOCCE.
La boccia è realizzata in resina melamminica termoindurente, addizionata di materiali pesanti, quarzo ad esempio, per regolarne il peso specifico, di vari pigmenti per la diversa colorazione, cellulosa di legno, materiale neutro di base, stearato (cere) per facilitarne l’estrazione dagli stampi.
Questo composto, che acquistiamo da un solo fornitore, che dal 1983 ci garantisce la qualità del formulato, viene preformato a freddo in stampi d’acciaio asserviti a presse oleodinamiche che creano le parti della boccia, interna ed esterna, che poi saranno successivamente ricomposte ed inserite in altri stampi portati ad altissime temperatura e pressione.
Tale operazione ha la funzione di trasformare la materia prima fino al raggiungimento del giusto grado di compattezza e stabilità necessarie per reggere le sollecitazioni dell’uso della boccia.
Seguono le diverse fasi di rettifica, per condurne la forma ad una sfericità con minima tolleranza di difetto (2 centesimi di millimetro), la fase di levigatura e lucidatura della superficie, infine la boccia viene marcata con il nome della ditta “SALF” ed imballata.
L’intero processo produttivo è complesso e difficile; ogni passaggio deve essere eseguito con grande cura e professionalità, ogni boccia, si può dire, è un pezzo unico.
Brevetto industriale:
n° 1205509 rilasciato a Roma il 23/03/1989 dal Ministero dell’Industria del Commercio e dell’Artigianato.
Bocce a 2 strati denominazione C.O.N.I. (Compound Over Nucleus Internal)
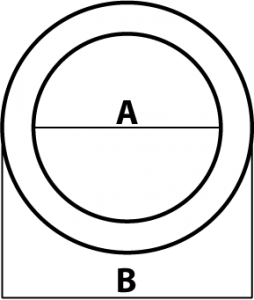
A: nucleo interno
Ø 80 mm
B: corteccia esterna
Ø 106 mm – Ø111 mm
Materiale impiegato:
A: resina fenolmelamminica
Peso specifico: Ps = P/V (gr./cm³)
min. 1,29 – max. 1,42
B: resina melamminica
Peso specifico: Ps = P/V (gr./cm³)
costante 1,44
Tecnica produttiva impiegata:
- Preformatura a freddo in stampi di acciaio, pressione 50 ton.
- Preriscaldamento in forno ad induzione, temperatura 70/80 °C
- Stampaggio (pressofusione in stampo d’acciaio): pressione 150 ton., temperatura 140 °C, tempo di stampaggio 30 m’
- Rettifica*
- Levigatura*
- Marcatura*
- Lucidatura*
- Confezionamento*
*Operazione manuale